Ultrahangos vizsgálatok
Hagyományos vizsgálatok
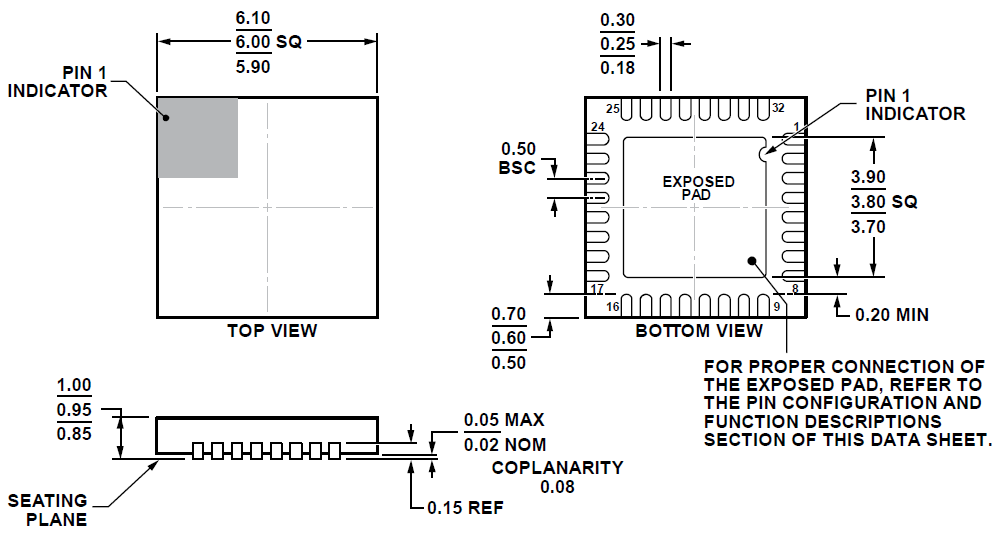
A hagyományos vizsgálatok során mérjük és megjelenítjük az anyagba bocsátott, és onnan visszaverődött ultrahang intenzitását a futási idő függvényében. A futási idő arányos a hang által megtett úttal. A geometriai kalibárció során a futási időt egyértelműen megfeleltetjük a hangúttal, így a vizsgálat során egyből távolságokat tudunk megjeleníteni a kijelzőn.
Fázisvezérelt vizsgálatok
Fázisvezérelt fej működésének szemléltetése
(forrás)
A többrezgős fejekkel többféle letapogatást hajthatunk végre. A főbb megoldások a szektorális szkennelés, a lineáris szkennelés, illetve a fókusztávolság elektronikus szabályzása. Szektorális szkennelés esetében két adott szög között ingatják a hangnyalábot, és egy körcikkszerű terület visszhangjeleit jelenítik meg, ehhez általában kisebb kiterjedésű fejeket használnak. Lineáris szkennelés esetében a hangnyalábot a felületre merőlegesen indítják el, és végigvezetik a fej teljes hosszán, így egy téglalap alakú területet tapogatnak le, amely a fej alatt helyezkedik el. A fókusztávolság fázisvezérelt beállítását az előzőekkel párhuzamosan alkalmazzák, a minél jobb felbontás elérése érdekében.
Alkalmazási területek
- Hegesztési varratok szabványos vizsgálata és minősítése. Laborunk főként az amerikai ASME szabvány szerinti minősítéseket preferálja
- Rejtett helyen lévő repedések feltárása. A repedések indulhatnak olyan felületről, amelyek az alkatrész külsejéről nem láthatók, vagy akár az anyag belsejéből is. Ezek a repedések penetrációs, vizuális, vagy felület közeli módszerekkel nem vizsgálhatóak
- Felülettel párhuzamos anyaghibák, például összetett anyagok delaminációinak, vagy hengerlési hibák feltárása
- Eszközeink lehetővé teszik igen kisméretű hibák, és a szabványosnál kisebb anyagvastagságú alkatrészek vizsgálatát is.
Automatizált nagy felbontású ultrahangos vizsgálatok
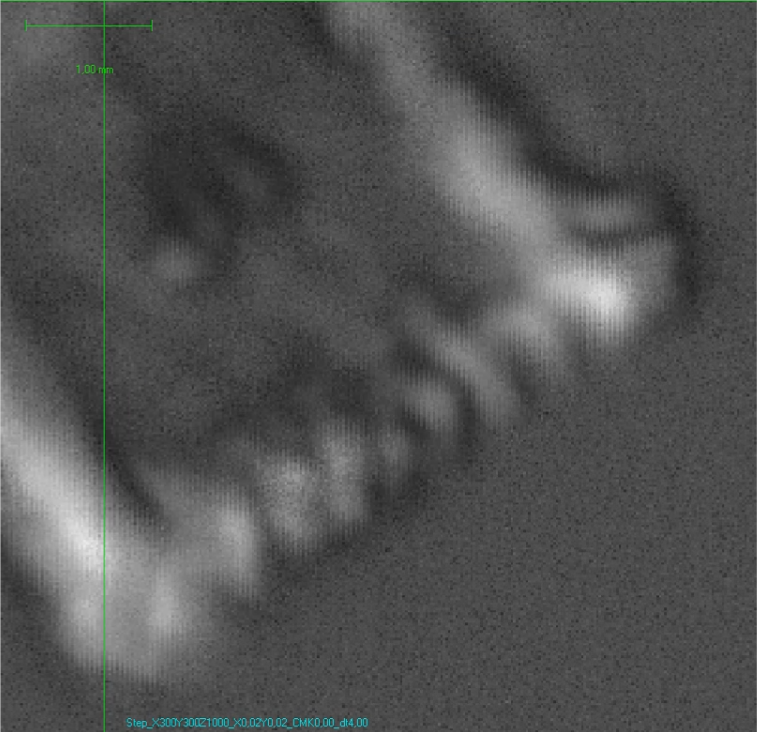
A Rendszer Felbontásai
acélban:
- Z irányú felbontás: 100 µm
- X, Y irányú felbontás: ~ 200 µm
- Z irányú felbontás: 60 µm
- X, Y irányú felbontás: ~ 200 µm